佛山岩板厂家有哪些全屋岩板整装贝佳斯岩板






- 面议
- 2025-01-09 06:25:36
- 广东
- 哑光
- 哑光素色岩板,岩板,定制岩板,岩板背景墙,..
- 吴经理 18520922759
- 佛山市尚品素岩建材有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
家装用岩板,哑光才好看!
现在家里装修都不用瓷砖了,因为岩板的流行,直接代替了瓷砖,岩板家装越来越流行,岩板代替瓷砖上墙下地的功能越来越多,用岩板,有质感,显,一起来看看吧!
客厅整体整体基调简约素雅,哑光岩板起到防滑休闲的作用,身处其中,感觉身心都得到了放松。
除此以外,采用无边吊顶,电视背景墙毫不花俏,追求实用性,注重收纳。餐厅与客厅没有隔断,开放式设计,地面同样采用与客厅一致的哑光岩板。
厨房部分中规中矩,以原木和白色为主调。
经验交流 | 岩板这么大,怎么合理搬运?
说到岩板的销售痛点,搬运一定是其一。大部分人购买前的阻碍力:如何将其搬运入户?
由于岩板面积和体重通常都非常大,将其搬运入户依靠人工走楼梯很不现实,也进不了电梯,往往需要动用租赁费用昂贵的吊车才能实现。
而搬运费用过高可能还是相当长的时间里难以解决的问题。
但随着搬运技术的不断改进,以及搬运工具的不断升级优化,岩板搬运的难度会被逐渐弱化。
今天我们就来浅谈一下岩板包装搬运处理的那些事。
岩板硬度大,同时也很脆,那在搬运过程中,为了方便提起、移动和放置,建议先按照规格要求进行包装,继而用带有吸盘的框架进行搬运,以避免造成产品的扭曲和折断。
1岩 板 包 装
需要工具:木架、保护膜、泡沫板、填充物、纸皮、包装绳。
操作方法:
1)按照大岩板规格要求定制相对应规格的木架;
2)产品正反面先覆盖厚度为15mm的双层塑料泡沫板放置在木架内层表面;
3)覆盖纸箱,后用包装绳、填充物进行加固定产品,避免产品碰撞;
4)简易箱用泡沫包角、纸包条加固,防止破损。
2解封和清洁
将岩板从包装解封出来,在处理和移动之前,建议使用湿润的海绵清洁瓷砖的吸盘触面,以取得更好的吸力。
3岩板搬运杠抬运用
900×1800mm以上规格建议采用岩板搬运抬杠(如下图)。
搬运抬杠根据岩板的长度进行伸缩调整,抬杠上配合吸盘使用。如果岩板已被切割,或者部位较脆弱,建议增加更多的辅助横梁以减少产品的弯曲或者扭曲。
4吸 盘 应 用
根据饰面材料的不同,有两种类型的吸盘,传统类型和内置泵(如下图)。
后一种吸盘类型更安全,提供更好的抓地力,即使在一段时间后,也可以使用泵重新保持真空,始终确保装置和瓷砖表面之间产生良好的真空状态。
5岩 板 搬 运
全部吸盘确保抽气完全,内置泵红线在泵内,
即可开始抬起,此过程要额外小心。搬运时要特别注意岩板发生破碎或者边角损坏。
岩板在运输中会产生至少两次以上的中转和装卸,所以对产品包装的要求更高,做好固定和缓冲碰撞,才能让大岩板得到足够的保护。
岩板角逐!马可波罗、德利丰、顺辉、金陶、KLAX凯莱仕、雪狼……
近年来,马可波罗接连推出3mmSPT智能抛光亮面岩板、马可波罗曲面岩板以及AI随机无限连纹技术,引起行业关注。
2023年,依诺全新推出全案岩板,在产品花色与设计趋势接轨的同时, 将同一花色, 3mm、6mmn、9mm、12mm全厚度打通。
在产品工艺创新方面,德利丰新推出20mm对位通体技术、天鹅绒柔肤岩板等产品。
2023年, 顺辉天成岩板正式与马克师傅达成战略合作,打算破解岩板交付“后一公里”的难题。
峨眉山金陶岩板拥有皮纹、布纹、木纹、石纹、纯色5大风格的9大系列产品。
雪狼瓷砖岩板产品规格、先后推出连纹跳台岩板、 全规格家具岩板,墙地面岩板、台面岩板。
KLAX凯莱仕,传承自1946年以来的意大利原生现代设计美学,联合意大利设计机构Tecnografica,打造、有温度、超级质感岩板产品。KLAX凯莱仕拥有的国际化生产基地,产品涵盖10大规格、7大产品系列及20多种不同的材质,满足地面、墙面、柜面、台板面、楼梯等多领域应用。
经销商想要卖岩板赚钱,这个做!
其实,岩板从2018年发展到现在,整整五年时间,对于中国大部分地方,岩板安装从来都不是问题。
岩板销售难,不能归咎于安装
大部分经销商不愿意做安装,他们想:卖岩板已经这么难了,还要搞安装?而且出问题了只能自己承担。成品交付到后一定会“遇上”经销商,想要经销商愿意做安装,要改变他们的意识。
岩板的竞品是石材。对比价格来看,岩板终端零售价700~1000/㎡,但是现在大部分石材价格很少超过700/㎡,大部分是300~400/㎡,岩板的门店零售价打动不了消费者。陶瓷产品为什么会比石材贵?
岩板未来一定是做装修材料才有量
未来,岩板一定是做装修材料才有量。
为什么现在岩板作为装修材料难以形成规模?大部分岩板企业做岩板,个往石材渠道消化,用途是饰面材料;第二个往家居厂卖,但是真正把岩板作为装修材料像瓷砖一样应用的,到目前为止几乎没有一个企业做得很好。
在岩板应用上,国外很多公装场所的应用是的,内墙、外立面、楼梯转角或者房屋转角都用了大量的岩板。石材本身有很多弊端,普通家庭买得起石材,但是不一定用得起,因为维护成本太高了。
岩板后一公里的难题究竟难在哪里?
,安装售后问题。做湿法施工,一个工人普遍工资是110~130元/㎡,如果材料包上楼大约160元/㎡,材料成本40~60元/㎡,基本成本是170、180元/㎡,工头还要赚10~20元,如果还有第三方公司监理,那么全部成本大约是200元/㎡左右。
不过有一个例外,900×1800mm是国内泥工铺贴的分水岭。传统泥工是夫妻档,两个人搭配,900×1800mm就需要三个人,泥工价格是70~90元/天,不会超过110元/天,做密缝多到130~140元/天。大规格岩板施工需要团队协作,900×1800mm需要3~4人,更大规格1600×3200mm需要5~6人。随着瓷砖胶等辅材工具和装配式等一些新型的安装方式兴起,未来岩板安装的工法技术都会提升,岩板安装不会很难,只是成本的问题。
第二,技术变革问题。岩板的成本高很大一部分原因是房子建筑结构问题,墙地面需要找平。我也一直在研究快速找平的方法、工具,但真正推广还是很难。如果墙面要找平,施工成本一定非常高。
第三,配套加工问题。国内房子墙体不平,需要经常量房,墙面找平以后缺一点就要重新加工,效率很低。岩板配套加工很难,这是一个很长的产业链。
第四,厂家理念与经销商意识的问题。大部分经销都不希望干施工,因为服务链条太长了。
经销商不愿意做,希望总部找第三方或者在当地建设安装公司,帮他们做交付。这条路有企业走了,依旧不可行。
岩板做成品交付要让经销商有利润
我讲的成品交付是以经销商为主导做的,这个行业做得成功的是简一。其实岩板不是卖不动,岩板后一公里不是难,只是我们需要找到方式让经销商愿意去干。这个答案的关键在于要让经销商有利润。
要把岩板的量做起来,厂家需要引导一个观念:经销商做安装能赚钱。我们可以对比其他行业,例如家电、定制,他们现在赚的都不是产品的钱,而是服务的钱。为什么包安装?就是因为有利润。
交付这个事情第三方、厂家来做可能很辛苦,但是经销商做,利润有很大的空间。我们不一定要养工人,可以整合一些工人。目前,密缝铺贴基本上可以50~80元/㎡的利润,的可以赚80~120元/㎡,卖砖可能不一定能赚到。服务本身有高有低,和产品一样,只要你找好了定位,其中的空间非常大。在交付这一块,你让经销商可以挣到钱,不要让他做赔本买卖,整个岩板的销售也会随着交付而提升。
岩板后一公里不难,难的是真正把成品交付做成经销商的标配。假如有一天经销商可以去干交付了,我觉得岩板的春天也就来了。
岩板密缝铺贴是什么,确定是未来发展方向吗?
近,行业流行岩板密缝铺贴,A企业岩板0.35mm密缝无限连纹、B企业岩板F0(0mm精工缝)、F035(0.35mm精工缝)和F05(0.5mm精工缝)、C企业全岩密缝·0.35mm微米级密缝铺贴、D企业岩板1mm微缝铺贴......近各大岩板品牌都纷纷提出了“岩板密缝铺贴”并推行。到底是流行趋势,还是必然趋势,岩板的密缝铺贴是什么概念呢?
综上所述,密缝铺贴是产品+技术的一个总和。
要想做好密缝铺贴,选好产品是首要,品牌厂家岩板好,因为品控严格,平整度好,这个是岩板密缝铺贴的关键点所在。
通常,密缝铺贴对瓷砖生产工艺要求,其中包括平整度差、尺寸差、吸水率、热膨胀系数等指标,都需要严格控制在极小的范围内。
目前业内高的标准能做到平整度误差在0.5mm以内、吸水率低于0.03%、热膨胀系数在6.8*10-6至7.0*10-6℃-1的区间内。
而岩板,这一跨时代的产品,能把平整度差、尺寸差、吸水率、热膨胀系数等指标,比普通瓷砖更为轻松地控制在极小的范围内。
可以说,能够拥有自己的岩板研发生产线的品牌,能够有更足的底气实现岩板密缝铺贴。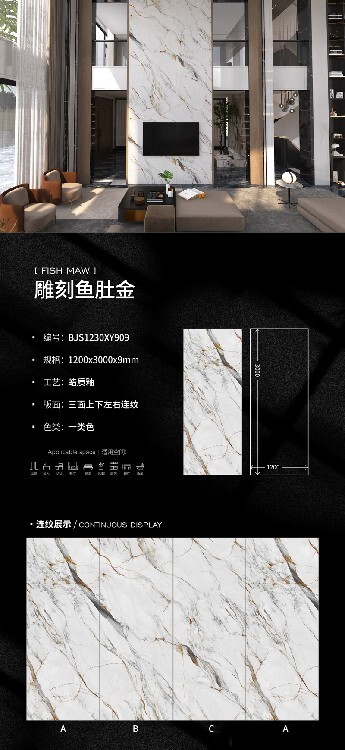
岩板的生产工艺流程和铺贴详细攻略!
▋1.无论是温沙、高岭土、黑滑石、河源球土,还是熟焦、低温白沙、广东泥、高强土等,这里都是它们蜕变成材的站。
▋2.对瓷砖原辅材料进行严格的质量把关,只有通过标准检测的原料才能进入配料环节。
▋3.检测通过的原料,由配料员按照比例进行配料,通过输送带送入球磨机。
球磨,是原料处理的核心环节。球磨出来的颗粒决定了砖坯的成型,颗粒细腻度和颗粒的平均度决定了瓷砖的质量。
04球 磨
历经13-15小时的球磨,细度达到0.7-0.9的泥浆。球磨后的配料加水后从球磨机流出进行除铁和过筛工艺,把不符合要求的粗颗粒分离后回球,重新球磨。
05料浆储存
除铁过筛后进入浆池内陈腐备用。
06喷雾塔制粉
混合均匀后的泥浆通过自动输浆系统进入喷雾干燥塔,经过热风交换,干燥脱水后的颗粒大小直径0.5-2毫米,含有7%的水分。喷雾干燥后的粉料送进粉料仓储。
07压机成型
粉料由输送带输送进入压机,压制成型。大吨位压机恒力泰16800吨压机,可以压制900X900mm至1200X2400mm各个尺寸的瓷质大板。
08砖坯干燥
压制后的生坯需要经过干燥窑进行再次干燥,将水分降至0.5%以下,即可进入下
09淋 釉
当砖坯水分降至0.5%以下,即可进入“淋釉”环节。将釉浆打入高位罐,通过釉槽和筛网格的缓冲作用,使釉浆通过光滑的钟罩,均匀覆盖在坯体表面。
103D喷墨打印
通过输送带将釉坯送入喷墨印刷机,把电脑预设的图案直接喷印在釉坯表面。8通道喷墨机打造逼真效果,360万像素真实还原天然大理石纹理。360°色胚通体布料技术,使表面与加工面色彩肌理一致,实现大面积、高逼真、无缝视界。
11窑炉烧成
辊道窑炉长达350米,烧成温度达1200℃。根据窑炉温度的变化分成预热带、烧成带、冷却带,每个阶段的烧成时间、温度都是通过电脑程序严格控制。施过面釉的砖坯,由输送带送到辊道窑炉,仅需70分钟便可烧成完毕。
12冷 却
此时砖的温度很高需要经过冷却,降温后的瓷质大板由瓷砖智能输送线运输至抛光车间。
输送线由上下砖机、智能摆渡运输系统和轨道储砖系统组成,实现了无人化的自动运输与储存,降低成本,运行稳定。
13抛 光
瓷砖经过烧成冷却后,进入磨边工序。完成磨边定尺后,瓷砖在输送带上进入粗抛机、中抛机进行抛光。
为了提高防污能力,要在瓷砖的表面均匀涂上一层纳米防污剂,这种在砖体形成一层粒度小至纳米级的保护层,瓷质大板具有无可比拟的防污性、耐磨性及高光泽度。
14检验分级
瓷质大板都会经过机器检验、人工检验两道关口。流水线上的员工认真、细致的检测其色差、平整度、几何尺寸等质量指标,将对产品进行检验分级。
15打包进仓
经过检查的产品,便进入自动打包工序:自动上膜、自动放箱、自动折箱、自动打带、自动打托等一系列全自动工序,陶瓷大板得到包装,运输入库。
- 哑光素色岩板,岩板,定制岩板,岩板背景墙,..
- 板岩
- 吴经理
- 广东
- 哑光
- 长方形



